

The meat industry is a major part of the world economy as well as a consumer of energy and resources. In 2023, the United Nations Food and Agriculture Organization estimated that 11–19% of world greenhouse gas emissions (GHGs) derive from livestock production and processing1,2. Furthermore, it is likely that the meat industry will continue to grow in the coming years3. Due to the scale and growth of the meat industry, there is growing interest in making the processes therein more efficient and sustainable4. Meat processing plants produce large volumes of wastewater with high levels of fat and residual protein. In the case of poultry, each processed chicken (on average 2.3 kg) generates between 18.9 L and 37.8 L of wastewater5,6. Most processing plants use dissolved air flotation (DAF) to separate and remove solid residues from the wastewater7. In the US, the liquid fraction is either discharged to the sewer for treatment or further treated on site for direct environmental discharge. The solid fraction, henceforth referred to as DAF solids, contains high concentrations of potentially valuable food byproducts such as protein and fat8. The water content of these solids is also high (usually 70–90% depending on the dewatering process). Because of the high water content, DAF solids are a major challenge for the meat industry as conventional rendering systems are often not economical to process them9. DAF solids are therefore land-applied, resulting in putrid odors and complaints from nearby landowners10. Approximate estimates from industry suggest a medium size poultry plant (100,000 birds/day) produces 18 metric tons of DAF solids/day. This means approximately 0.2 kg DAF solids are produced per bird. The US broiler industry processed nearly 9.2 billion chickens in 2023, resulting in ~ 2 million metric tons of DAF solids per year11.
In rendering, feedstocks such as chicken byproducts undergo thermal hydrolysis at 90–130 °C to separate fat and protein phases. A series of homogenization steps, such as grinding, may come prior to this. Thermal hydrolysis commonly occurs in a unit operation called a hydrolyzer12. The products of rendering are sold as animal feed supplements or feedstocks of organic materials for different high value applications such as esterified biodiesel, soaps, or perfumes13,14. Thereafter, the remaining water, commonly referred to as “stick” water in the industry, is evaporated since soluble organics cannot be cost-effectively removed by physical separation15. Stick water is a mixture of water released from tissue/cells during thermal hydrolysis as well as extracellular water in the feedstock16. Since the 1960’s, the rendering industry has predominantly moved to ‘dry rendering’ processes where feedstocks with low water content are prioritized over wet byproducts such as DAF solids17. In ‘dry rendering,’ the stick water is typically dried to recover a high protein meal, but the high water content of DAF solids makes evaporation unattractive for this feedstock18. Rendering at 130 °C shares similarities with other thermal hydrolysis technologies such as hydrothermal carbonization (HTC). However, HTC has a higher temperature range, 150 –300 °C, and commonly, although not exclusively, employs lignocellulosic feedstocks for bioenergy applications19.
DAF solids have an initially low solids content right after extraction from the DAF unit. Further dewatering using screen systems is usually adopted which extracts additional water, blood, and soluble molecules20. The removed liquid, which has much higher concentrations of soluble solids than the main wastewater stream exiting the poultry processing plant, will henceforth be referred to as “blood water”. Prior characterization of stick water has shown that it has a high proportion of free amino acids (2.6 g/L) and soluble protein (10–30 g/L) after thermal protein hydrolysis17,21. Despite its high nutrient content, this blood water is currently blended into the wastewater stream and discharged to the sewer. Figure 1., displays the DAF process and stream products. Additionally, DAF solids’ exposure to an aqueous environment and ambient temperatures allows them to easily go rancid22. As a result, the meat industry has resorted to field application of DAF solids which involves a series of steps including transport, storage and eventual spraying on fields23. In addition to the foul odors24, field application is not a sustainable endpoint for a feedstock which took significant resources to produce, slaughter and extract23. As such, there continues to be a need for alternative processes or techniques to transform DAF solids and the associated blood water into higher value products.
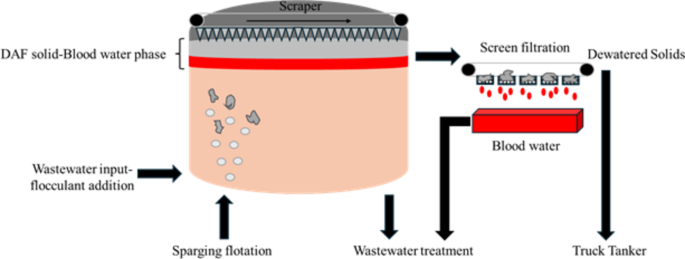
DAF processing of wastewater effluent into blood water and solids.
Since the water content of DAF solids is of primary concern, an alternative rendering process that does not require water evaporation could be attractive. The most straightforward approach would be a valorization of stick water produced from thermal hydrolysis. If stick water could be sold it would prevent the need for evaporation and resolve an important issue for the processing of DAF solids into valuable products. Research towards valorizing stick water has mainly focused on improving separation processes, such as by membranes and other techniques, to extract the solubilized protein17,25,26. However, use of ultrafiltration processes involves high capital and operational expenses27. Due to the high concentration of free amino acids (FAAs) and sterile conditions, stick water could be valuable as a growth medium in fermenters or other microbial growth applications28. In this work, we investigate the thermal hydrolysis of DAF solids with the aim of producing a traditional solid fatty product and an aqueous media suitable for the cultivation of valuable microorganisms. Another advantage of rendering at higher temperatures, such at 120 –130 °C, is the sterilization of the stick water29.
The objective of this research is to test the effect of processing DAF solids obtained directly from the DAF unit versus course-filtered DAF solids that have undergone additional dewatering. The former enables valorization of the blood water fraction but at the cost of higher volume and water content in the process stream. In the literature, blood water has not been characterized nor has an application been proposed. Here, we aim to remedy this knowledge gap.
In our experiments, the filter-dewatered DAF solids contained 25% total solids content and the non-filtered DAF solids (containing blood water) contained 7% total solids content. This approach enables understanding of how inclusion of blood water impacts the concentration of key nutrients in the stick water (to be used as a microbial media) as well as the quality of the solid fatty phase that is also produced during thermal hydrolysis. It is expected that the 7% DAF feedstock would produce stick water with significantly lower concentration of free amino acids, since there is 3.6 times less solid material to react per unit volume. If this is the case, it may be impractical for stick water from the 7% solids condition to be used as a growth media since it would be too dilute17. However, it is also hypothesized that the inclusion of the protein-rich blood water in the 7% feedstock, will allow for higher rates of protein and amino acid solubilization than the 25% feedstock. Not only is blood water a contributor of additional protein, much of this protein is expected to be soluble which is easier to hydrolyze compared to protein in solid materials30. It is expected that stick water from both DAF solids conditions will be compositionally similar to rich microbial growth media such as from peptone, and the quality of the fatty fraction will be unchanged by wetter reaction conditions31. If the above expectations are confirmed, there may be cases where valorization of the blood water along with the fatty solids may be attractive. To understand how the experimental results can be applied in the rendering industry, process modelling was performed on the two feedstocks (7% and 25% solids). This study could yield a paradigm shift in the poultry processing industry that enables rendering of DAF solids, despite their high water content.
Materials and methods
DAF solids collection and storage
DAF solids were collected from a poultry processing plant in the Southeastern USA. Samples of the floating solids were scooped with buckets from the top of the DAF unit and transported back to the lab in a cooler with ice. All further work in this study was derived from this single batch of solids. Upon return to the lab, the DAF solids material was vigorously mixed and sampled to obtain a total solids content measurement. Approximately 3 g of the solid phase was dried for 24 h at 60 °C in triplicate to determine the dry weight solids content. The samples were considered dry when no further weight loss occurred. This resulted in 7% (w/w) total solids content for the material. However, it was noticed that the material spontaneously underwent further separation between the fatty solids and the blood water if allowed to sit for even a few minutes. Consequently, a second sample of fatty solids was taken from the surface of the collection bucket after 60 min of settling time. It was found that this upper phase contained 25% total solids which was consistent with what the poultry processing plant achieved after the DAF solids were passed over their screening system. Because of this continual but slowing separation over time, and the need to quickly store this material in a freezer for experimentation, we decided to freeze and store the solid phase and blood water separately. This material was later re-blended to achieve the desired proportion for each experiment. To accomplish this separation in a short timeframe, the samples were separated into blood water and solid phases via a 100-micron mesh and frozen at -20 °C. Separation via the 100-micron mesh led to a total solids content of 30% for the filter cake solids and 1.5% for the blood water filtrate. Remixing the two phases was gentle but comprehensive and performed with a long spatula. Likewise, the mesh filter separation process was also gentle. These methods were chosen to maintain the integrity of the original sample whereas harsher techniques (i.e., centrifugation) may change it through cell rupture. Knowledge of the total solids composition of each phase enabled re-blending different mixtures of the solid fatty phase and blood water according to the experimental design. This enabled reproducible studies to be carried out with material at specific total solids contents without concerns about the, otherwise, non-homogenous feedstock.
Thermal hydrolysis
Thermal hydrolysis was performed in a 450 ml 316 stainless steel batch reactor (Parr 452HC2, Parr Instrument Company, Moline, Illinois, USA) with 4843 controller and 4567 mini bench top reactor setup. A Polyscience Programmable Temperature Controller (Philadelphia, PA, USA) was set to 10 °C to cool the stirrer bushing. The speed of the mixer was set to 150 rpm and the fast-heating option (10 °C min− 1) was used. A temperature profile for an example run with the 25% solids feedstock is provided in Figure S1 to show this heating rate. The headspace of the reactor was air. DAF solids under the two conditions described (7% and 25% solids content) were loaded into the reactor and were allowed to react at 130 °C for 30 min. The timer began once 130 °C was reached. After 30 min, the heater was turned off and removed, and the reactor was quenched in a water bath until ambient conditions were achieved. The weight of the reactor with and without products was measured after the reaction. The products (solid phase and stick water) were separated via a 100-micron mesh, and the weight of both phases was recorded. The samples were taken and frozen at -20 °C. All later liquid samples underwent filtration at 0.22 μm for analysis of soluble components. Three runs of thermal hydrolysis were carried out for each total solids level (7% and 25%).
Analytical methods
Elemental analysis
Elemental analysis was performed on thermal reactor inputs and outputs. Elemental composition was performed by an external analytical lab at the University of Georgia, Athens, GA, USA. An Elementar vario MAX total combustion analyzer (Elementar, Ronkonkoma, NY, USA) was used for carbon and nitrogen content32. Approximately 0.1 g of sample was loaded on a steel crucible in an oxygen atmosphere at 1200 °C. The representative oxidized gases were passed through IR and thermal conductivity cells for carbon and nitrogen. Analysis of trace elements and metals was performed by microwave digestion (CEM Mars 6 Microwave, Matthews, NC, USA) followed by ICP-OES (Agilent 5800, Santa Clara, CA) analysis following EPA Method 305233. Briefly, samples were dried at 65 °C for one day, then ground through a 20 mesh screen. The samples (0.5 g each) were digested with HNO3 and heated at 200 °C for 30 min. The aliquots were then brought to 100mL with DI water and run on the ICP-OES.
Liquid chromatography
Liquid chromatography was used to analyze soluble ions and amino acids in the liquid samples obtained from experiments (blood water and stick water). Ion chromatography was performed using a Shimadzu Liquid Chromatograph UFLC and conductivity detector (Kyoto, Japan) with a Dionex IonPac CS16 cation column (Sunnyvale, CA, USA) and Dionex IonPac AS22 anion column (Sunnyvale, CA, USA) as previously described34. Quantification of Na+, NH4+, K+, Mg2+, Ca2+, Cl−, NO2−, NO3−, PO42−, and SO42− was carried out. Calibration curves were run in the same batch as the samples and the sample concentrations fell within the calibration curve. All calibration curves had R2 values greater than 0.99 with eight datapoints separated by an n/2 interval.
Free amino acid analysis was performed on an Ultra-high Performance Liquid Chromatograph (Acquity UPLC H-class PLUS, Waters, Milford, MA). Samples were deproteinized with equal volume of a trichloroacetic acid (10% w/w) solution in water. The samples were then centrifuged at 12,000 x g for 20 min. An internal standard of 250 µM norvaline concentration was added to the supernatant. Additionally, an external amino acid standard was prepared with 250 µM of individual protein amino acids35. A calibration curve was not necessary because linear correlation had already been established for this method. The ratio of known amino acid to known internal standard in the calibration standard was directly calculated from the ratio of unknown amino acid to known internal standard in the samples. All samples and standards were derivatized with 6-aminoquinolyl-N-hydroxysuccinimidyl carbamate (20µL at 3 mg/mL acetonitrile) for 1 min at ambient conditions and 10 min at 55 °C on a hotplate. The column was a C18 analytical column (Waters Acquity UPLC BEH C18, 1.7 μm x 150 mm). 0.1% formic acid (v/v) and acetonitrile were used as mobile phases. The flow rate was set at 300 µL/min. The gradient program is published previously35. The column temperature was maintained at 45 °C. Injection volume was 1µL and samples were detected by fluorescence (the excitation wavelength was 266 nm and the emission wavelength was 473 nm).
LCMS-MS analysis of oxidized fatty acids was performed at the Auburn University Mass Spectrometry Laboratory. The LCMS-MS was a Vanquish UHPLC (Thermo Fisher, USA) coupled with an orbitrap mass spectrometer (Orbitrap Exploris 120, Thermo) using electrospray ionization (H-ESI) in both positive and negatives modes. Xcalibur software was used to run the method. A 1-µL injection of sample was made on a C18 column (ACQUITY UPLC® BEH C18, 1.7 μm, 2.1 × 50 mm, Waters) at 40 °C with a 200 µL/min flow rate of mobile phase solution A (99.9% water and 0.1% formic acid) and solution B (99.9% methanol and 0.1% formic acid). The MS scan range was set at 70–700 m/z with resolution of 120,000. Oxidized fatty acids were quantified via an external dodecanedioic acid calibration curve at 1, 5 and 10 mg/L. All contributing molecules had a mzCloud Best Match of 80 or higher. This analysis was a screening study aimed more at understanding the classes of molecules present in stick water rather than targeted analysis of specific molecules.
Gas chromatography
Fatty acid content was measured in the solid feedstock and in the solid phase obtained after thermal hydrolysis. The materials were freeze dried (-45 °C) and lipids were extracted using Folch solvent and bead beating as described previously36. Two standards were used, a 1 mg/mL olive oil external standard and a 1 mg/mL nonadecanoic acid internal standard – both dissolved in chloroform. 50 µg of internal standard was added to 250 µL of the external standard and to 500 µL of each sample in chloroform. The chloroform samples with internal standard were then evaporated under a stream of N2 gas. Once dry, 1 mL of hexane was added to re-dissolve the lipids. Then 3mL of 1 M methanolic HCl was added, and the samples were heated at 100 °C for 1 h. After cooling, 3mL of a 6% (w/v) water solution of Na2CO3 was added to stop the transesterification reaction. The top hexane phase, with the fatty acid methyl esters, was extracted for GC-MS analysis. Analysis of the fatty acid methyl esters (FAMEs) was carried out on an Agilent 8890 GC with an Agilent 5977 C MS (Santa Clara, CA, USA). An Agilent DB-23 column was used with a 1:2 split ratio and 1 ml/sec helium flow on column. The oven protocol was set at 120 °C at a ramp of 1.5 °C/min to 198 °C where it was held for 8 min until finished.
An 8697 Agilent headspace sampler (Santa Clara, CA, USA) connected to the GCMS described above was used to measure the volatile fatty acid and volatile aldehyde content of stick water samples. 10 µL of sample was pipetted into a 20 mL Agilent headspace vial and crimped with an aluminum cap. The headspace oven was set at 165 °C and the vial equilibration time was 10 min. The GC cycle was set at an initial value of 80 °C with a ramp of 10 °C/min to 195 °C where it held for 10 min. Standards of acetic, propionic, and butyric acid were prepared at 10 mg/L, 100 mg/L, 500 mg/L, 1 g/L and 5 g/L.
Soluble protein analysis
Soluble protein analysis of blood water and stick water samples was performed with a Thermo Scientific Pierce BCA Protein Assay Kit (Waltham, MA, USA). Stick water was 0.2 μm filtered before moving forward with the assay. A BSA standard was prepared within the proper calibration range for the samples. 25 µL were aliquoted in triplicate for each individual sample and standards in a microplate. Then 200 µL aliquots were added to each microplate cell and the microplate was placed in a microplate heater at 37 °C for 30 min. Afterwards the microplate was cooled to room temperature and read at absorbance 562 nm on a Molecular Devices SpectraMax M2 microplate spectrophotometer (San Jose, CA, USA).
Statistical analysis
Tukey’s test was performed on the results of fatty acid analysis with an alpha value of 0.05. An unpaired t-test was completed for the FAAs hydrolyzed from each of the solids loading conditions. The p-value was calculated based on 3 replicates of the hydrothermal process.
Results & discussion
Release of soluble nutrients during thermal hydrolysis
Stick water derived from the 25% solids DAF feedstock appears to share many attributes with industrial stick water analyzed from rendering facilities with other (non-DAF) feedstocks17,21. The protein content of stick water reported in the literature ranges from 10 to 30 g/L17,21; the results presented here are at the lower end of that range at 10 g/L of mass (Table 1). The ash content of dewatered DAF stick water (0.9%), was similar to those reported for pork stick water (1.08%).17,21 Studies reported a total free amino acids (FAAs) concentration of 2.6 g/L in stick water and this is marginally higher than the 1.7 g/L reported here for the 25% solids material17,21. The slightly lower values here could be due to the high water content of DAF solids. There are no results on blood water or its rendering with the solid phase in the literature to our knowledge. The soluble chemical oxygen demand of stick water at the 7% and 25% solids was 14 g/L and 32 g/L, respectively. Figure 2 shows the calculated COD contribution of each major class of organic molecules toward total stick water COD. In the case of soluble protein, it’s contribution was estimated from the average amino acid composition of broiler chickens and the actual soluble protein measurements from stick water37. The figures below show that 49-57% of the COD in stick water comes from soluble protein and free amino acids. Volatile aldehydes like isovaleraldehyde and phenylacetaldehyde were recorded as well as volatile fatty acids such as acetic and propanoic acid. LCMS-MS analysis identified an array of oxidized, mostly C18, fatty acids. The highest concentration oxidized fatty acid was (15Z)-9,12,13-Trihydroxy-15-octadecenoic acid. Other organic molecules are those whose COD could not be determined. A large class of these undetermined molecules likely are from a diverse array of amino acid degradation processes as this is common in thermal hydrolysis. For example, a high peak area was observed from phenyllactic acid which is a known degradation product of phenylalanine38. However, targeted quantification of numerous molecules identified by LCMS-MS was not undertaken due to cost.

Calculated contribution of different molecule groups to the overall experimental COD of stick waters. Total COD concentration for the 7% and 25% feedstocks were 14 g/L and 32 g/L, respectively.
As hypothesized, stick water generated from the 7% solids DAF had lower concentrations of protein, FAAs and total nitrogen compared to stick water from the 25% solids DAF. However, these constituents were not proportionately lower based on the feedstock solids content. Despite having 72% less solids loading than the 25% case, the 7% solids DAF generated nearly as many FAAs at 1.5 g/L (versus 1.7 g/L for the 25% feedstock). In fact, per metric ton (MT) of solids input to the hydrothermal reactor, the 25% solids DAF only led to the release of 0.39 and 2.3 kg of FAAs and soluble protein, respectively (Table 1). The 7% solids DAF released 1.2 and 3.5 kg of FAAs and soluble protein per MT of solids loading, respectively. Part of the reason for these significantly higher soluble protein and FAA yields (p < 0.01) is because blood water makes up a higher fraction of solids in the 7% feedstock than in the 25% feedstock. Blood water already contained some FAAs (0.5 g/L) but this can only partially explain the disproportionate level of FAAs in the 7% stick water. Because FAAs increased following thermal hydrolysis, we can conclude that protein hydrolysis also took place in both feedstocks. Moreover, soluble materials in blood water were expected to be easier to hydrolyze than those embedded within the fatty matrix of the solid phase30. It is also possible that leftover proteases or metal ions in blood water could improve this hydrolysis as some proteases are active up to 150 °C39. Our data are supportive of this idea: not only was 52% more soluble protein released per ton of solids in the 7% feedstock compared to the 25% feedstock, but the proteins that were present also had higher rates of hydrolysis to free amino acids. The net result was a yield of FAAs that was nearly 3x higher per ton of solids input in the 7% feedstock compared to the 25% feedstock. Release of FAAs in stick water is particularly important because they are one of the most valuable components in microbial growth media28.
The net mass balance of thermal hydrolysis leading to FAAs is displayed in a Sankey diagram (Fig. 3). 16 proteogenic and 3 non-proteogenic amino acids are shown. Except for the polar amino acids, serine and threonine, the relative abundance of FAAs was similar between blood water and stick water from the 7% feedstock (Fig. 3). The highest net mass conversions of protein to FAAs were in alanine and leucine. Meanwhile, threonine and serine increased to 6.4 and 7.1 times their original concentration in blood water, respectively. Asparagine and glutamine were in negligible concentrations (< 2 mg/L) and thus not shown in the diagram. Cysteine and tryptophan were not studied due to their destruction during 6 M HCl hydrolysis and their requirement for separate analytical procedures40. A Sankey diagram was also created for the 25% solids feedstock and the results were similar to the 7% feedstock (Figure S2).

Net mass balance from protein thermal hydrolysis of DAF 7% solids. The FAAs initially present in blood water are shown in addition to the contribution of hydrolyzed protein. Side chain chemistry is indicated by the following: HB (hydrophobic), + (positive charge), − (negative charge), * (special case), P (polar).
Stick water as microbial growth media
As a growth media, stick water would be defined as a rich or complex media. For example, the molecular structure of the solubilized polypeptides is unknown. Production of stick water also shares some similarities with Peptone production technology41. In the present study, the pathway for soluble protein hydrolysis to FAAs was achieved using only thermal hydrolysis rather than exogenous acids and enzymatic hydrolysis which are sometimes combined with thermal hydrolysis in peptone production. Thermal hydrolysis increases the ionization constant of water by isochorically raising the temperature which increases hydrolysis reactions42. Inorganic macronutrients such as ammonium or phosphate are present along with a range of micronutrient metals. There are also organic carbon sources in stick water. Organic VFAs such as acetic and propionic acids were confirmed by GCMS-HS and some soluble peroxidized fatty acids were confirmed by LCMS-MS. The acetic acid concentration was 1.2 g/L and 1.6 g/L for 7% and 25% solids stick water, respectively. Propanoic acid was approximately 0.3 g/L for both conditions. Butyric acid was not present in the samples.
As previously discussed, the net FAA concentration will be the most valuable parameter for microbial growth. Table 2 shows a quantitative comparison of FAAs in soy peptone versus 25% solids stick water diluted to a total FAA content of 1.5 g/L to match peptone media43. No dilution of the 7% stick water is needed to match the FAA content of soy peptone medium. Soy peptone free amino acid content was reported by Organotechnie an industrial peptone producer which also shows similarities to other soy peptones44.
Generally, the FAA composition of stick water from 7% to 25% solids conditions were not compositionally that different. On the other hand, stick water and soy peptone dissolved in water have some minor differences. Soy peptone has a high relative abundance of glutamic acid (21%) compared to the 1.9–6.1% found in stick water. Meanwhile, stick water has slightly more human essential amino acids than soy peptone except for lysine. The overall concentration of essential FAAs is 601 mg/L for soy and 727 mg/L for 7% solids stick water or about half of the total FAAs. Stick water also contains non-proteinaceous FAAs such as ornithine and taurine while soy peptone likely does have these amino acids but they are not reported in most specifications45. Soy peptone was chosen as a comparison due to the availability of data and its contrast as a vegetarian competitor46. It is unclear if non-proteogenic amino acids improve microbial growth but they have been shown to be important supplements to humans or other vertebrates47. Soluble polypeptides were not analyzed in stick water because they are significantly less accessible to microbes due to their strong intermolecular polymeric structure28. It is possible there are other non-proteinaceous amino acids present in the stick water but it is likely those shown in Table 2 make up the vast majority48. From a FAA perspective, stick water is likely suitable as a growth medium for many heterotrophic microbes – albeit, containing slightly more essential amino acids than commercial soy peptone. Meat extracts are commonly used in complex media, suggesting that meat-derived stick water could achieve market acceptance49.
Isovaleraldehyde and phenylacetaldehyde were present in 100 mg/L and 30 mg/L, respectively, in both stick water conditions. Other aldehydes, 2-pyrrolididone and benzaldehyde, were detected but not quantified. The concentrations of isovaleraldehyde and phenylacetaldehyde doubled after thermal hydrolysis – their concentrations were 50 mg/L and 15 mg/L in the blood water. Other research has suggested that these aldehydes are thermal degradation products of leucine, phenylalanine, and proline in the presence of peroxidized fatty acids50,51. This further suggests degradation of FAAs occurred, as previously discussed. The presence of aldehydes could also be a concern from a media production standpoint. Research has shown that many aldehydes can be toxic to microorganisms although they are also present in other fermentation broths52. Meanwhile, concentrations of oxidized fatty acids such as (15Z)-9,12,13-Trihydroxy-15-octadecenoic acid and (±)13-HpODE are 50 mg/L and 8 mg/L for 7% solids stick water condition and 102 mg/L and 22 mg/L for the 25% stick water condition, respectively. These oxidized fatty acids have been shown to have anti-bacterial properties which may be advantageous to keeping a sterile eukaryotic culture53.
Inorganic macronutrients are less valuable components of a growth medium but nevertheless critical for microbial growth. Ion chromatography and elemental analysis (ICP-OES) were used to quantify these nutrients. Whereas FAAs are usually preferred for heterotrophic growth in fermenters (e.g., Saccharomyces cerevisiae), autotrophic and mixotrophic algae can metabolize inorganic macronutrients (e.g., Chlorella sorokiniana)54,55. Therein, N8-NH4+ media, an inorganic and defined medium for Chlorella growth was chosen for mineral nutrient comparison to stick water (Table 3)56. There is no nitrate in stick water, so this ammonium-based medium represents a reasonable comparison.
N8-NH4+ media has more than twice the concentration of phosphate as stick water. Although this concentration of phosphate is more than what is needed for algae growth, it serves an important function as a pH buffer in the media. Every organism is different, but elemental ratios serve as a useful focal point for the balance of elemental nutrients. High density Chlorella vulgaris and Saccharomyces cerevisiae cultures have dry weight C: N:P ratios of 40:5:1 and 33:6:1, respectively57,58,59. On an elemental basis 7% solids stick water has an N: P ratio of 36:1 while 25% solids stick water is 44:1. This is comparable to commercial peptone which has an N: P ratio of approximately 47:155,60. Ultimately, there may begin to be deficiency in phosphorus if the stick water is excessively diluted or recycled, although this is also the case with commercial recipes. Stick water has a significantly higher concentration of sulfate than N8 and would likely be in excess. Meanwhile, N8-NH4+ has slightly less ammonium than 7% solids stick water but less than half that of 25% solids stick water. A similar result prevails for the four elemental macronutrients shown, except for potassium, which is in excess as a counterion to phosphate in N8 media. Heavy metals such as lead were not detected in any stick water samples, or the ICP-OES did not have confidence in their presence. Minimal heavy metals presence in the stick water is key if the microbes produced will be sold as a feed or nutraceutical. Ultimately, 7% solids stick water appears to have a more balanced ratio of nutrients for microbial growth than 25% solids stick water.
Solid fatty phase post-hydrolysis
The remaining solid portion of DAF solids after thermal hydrolysis would be dried and sold as a supplement for pet foods or sold as a feedstock for other bioproduct applications (e.g., biodiesel)61. The solid phase after thermal hydrolysis was approximately 30% solids regardless of which feedstock was used. Fatty acid methyl ester (FAME) analysis confirmed that the solid phase is similar to chicken fat (Fig. 1)62. Primarily, DAF solids contain a large proportion of unsaturated fatty acids, particularly oleic acid. Fatty acids comprised 0.67 kg/kg of DAF solids dry mass of which 0.26 kg/kg were oleic acid. This is consistent with the approximately 70% measured crude lipid content. Meanwhile, 63% of fatty acids were unsaturated which is similar to the 60–70% average commonly reported for chicken fat62. These results are also similar to the fat content range (40-70%) of other poultry DAF solids studied63.

Fatty acid composition of DAF solids before and after treatments. Error bars are SD based on 3 independent thermal hydrolysis replicates.
Rendering chicken byproducts is very common in the industry15. DAF solids, specifically, have not been studied after rendering but it would be expected to show similarities to other rendered fats. A concern was that high water content in the 7% solids feedstock would cause increased losses of more sensitive unsaturated fatty acids such as linoleic acid64. As shown in Fig. 4, this was not the case. The concentration of C18:2 is not statistically different from the 25% solids product. Tukey’s test confirmed the only statistically significant difference in linoleic acid (p < 0.05) was between the input feedstock and the post hydrolysis fatty phase of the 25% feedstock with a difference of 0.02 kg/kg. Ultimately, the results indicate that the feedstock solids concentration (i.e. inclusion of blood water) does not negatively change the value of the solids. Some HTC experiments have been done on feedstocks under varying moisture conditions and there is no consensus on the impact more water has on the reaction31.
Process design
To maximize utilization of microbially valuable nutrients (i.e. FAAs) it has been proposed that hydrolyzing DAF at 7% solids content (with blood water) enables greater utilization of the waste stream and higher soluble protein and amino acid yield per ton of input solids. The tradeoff of course is higher water throughput which necessitates greater heating energy for the stream. However, heating the stream to 130 °C at 2 atm requires only ~ 20% as much thermal energy as water vaporization which is the status quo for stick water valorization. Because the proposed process only heats and does not vaporize water, it is possible to recover heat from the liquid (stick water) stream after thermal hydrolysis using heat exchangers. SuperPro Designer (V 13.3) was used to model a hydrolyzer operation for heat recovery and drying. This SuperPro model and process diagram are included in supplementary files (Figure S3). The hydrolyzer outlet stream was sent through a countercurrent heat exchanger to heat the inlet stream to 75 °C and cool the outlet to 80 °C. The subsequent 80 °C stream entered a second heat exchanger to recover this energy in air that would be used for drying the fatty solids material stream that also results from thermal hydrolysis. 75 °C hot air from the second heat exchanger could be employed in industrial drying unit operations such as rotary or sludge drying of the fatty solid phase or potentially diverted to flash drying processes used in the rendering industry15.
It was shown that the system with heat recovery could contribute ~ 50% of required heating to completely dry the solids product resulting from the 7% feedstock. On a per metric ton of wet feedstock basis, and assuming a 30% solids output for the fatty product of thermal hydrolysis, the heat of vaporization for water in these solids is 370 MJ. Meanwhile, the heat released during cooling of the stick water to ambient temperature (25 °C) is 320 MJ. Hence, it would be reasonable to expect, depending on dryer efficiency, to reach 70–90% dry weight fat supplement assuming an enthalpy of vaporization of 2.26 MJ/kg. In the case of the 25% solids feedstock, more upfront heating energy is needed (1320 MJ/MT vs. 320 MJ/MT) for drying the fatty solids phase than in the 7% solids feedstock. This is because a greater fraction of the input stream ends up in the solids phase. At the same time, less heat can be recovered from the liquid stick water stream after hydrolysis (73 MJ/MT) because this stream is relatively small in the 25% loading case. This dynamic makes recycling heat from stick water at these higher solids loading rates less attractive as the contribution is much smaller (less than 10% of heat needed for water evaporation from the fatty phase). Consequently, a more conventional sludge drying process without significant heat recovery was modeled for the 25% solids feedstock (Figure S4). Figure 5 displays a simplified mass flow diagram of the two solids loading conditions previously discussed. Stick water heat recycling is not included in the 25% solids condition as previously explained. It is possible that an optimal solid loading rate may fall in-between the two conditions studied here.

Box Flow Diagram of thermal hydrolysis process. Values are approximate mass flows per metric ton of wet solids input to each process.
Thermal hydrolysis is expected to occur in a semi-continuous reactor to ensure sterility and the separation step is intended to be gravity based and decanted. Calculations associated with Fig. 5 also assumes good separation efficiency with minimal loss of solid phase to stick water as well as 100% separation and drying of the final fat supplement.
Conclusion
It has been shown that thermal hydrolysis at the wetter DAF solids condition of 7% results in a slightly lower concentration of free amino acids (1.5 g/L) in the stick water compared to carrying out the process with 25% solids (1.7 g/L). However, 3x higher release rates of protein and amino acids were achieved per mass of solids inputs for the 7% feedstock compared to the 25% solids feedstock. Furthermore, it has been reinforced that stick water shares many characteristics with industrially available microbially media. Process modelling has shown that heat recycling under 7% solids conditions could contribute to 50% of the needed energy for product drying. Future study on optimal process conditions and economics is still required to dictate the overall viability of this process alternative. Of particular interest is the specific design of the heat recovery-dryer system and the performance of the two stick waters when used to culture real microorganisms. Despite the need for future work, this study provides an important mass and energy balance as well as compositional analysis that suggests a new paradigm for processing of DAF solids: specifically, the value of retaining the blood water in the process stream and the potential value of the resulting stick water for use in value-added microbial growth media.
Source: Nature.com






{kind=link}